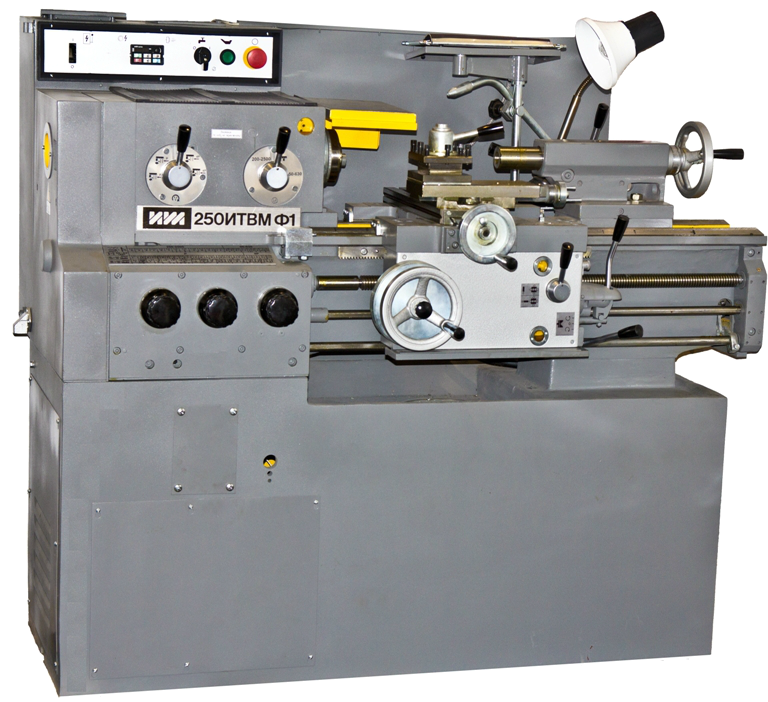
Станки токарные универсальные ИЖ 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ.Ф1, ИТВМ250.Ф3Токарный станок ИЖ 250 - 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ.Ф1, ИТВМ250.Ф3Универсальный токарно-винторезный станок ИЖ 250 ИТВМ.01 - базовая модель гаммы ИЖ 250ИТВМ.03, ИЖ 250 ИТВМ.Ф1 250ИТВМ, ИТВМ250 Ф3. Современная модель после ИЖ 1И611П (или 1 И611 ).Станок токарно-винторезный ИЖ 250ИТВМ.01 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб.Станок ИЖ 250ИТВМ.Ф1 дополнительно оснащен системой цифровой индикации.Станок ИЖ 250ИТВМ.03 отличается от базовой модели увеличенным межцентровым расстоянием до 750 мм.Станок ИЖ 250 ИТПМ в отличие от базовой модели предназначен для выполнения менее точных работ как и станки ИЖ 1И611П или просто 611 ИЖ. Особенности конструкции станков ИЖ 250 ИТВМШирокий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой. Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла. Станина станков ИЖ 250ИТВМ.01, ИЖ 250ИТВМ.Ф1, ИЖ 250ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении. Это отличные правопреемники станков ИЖ 1И611П.Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни.При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение.В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок ИЖ 250ИТВМ Ф1 оснащен системой цифровой индикации (СЦИ).Оснащение станка ИЖ 250 УЦИ осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм; проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих; вводить компенсацию износа инструмента. Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта.Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач.На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.Технические характеристики станков ИЖ ИЖ 250ИТВМ .01 ИЖ 250ИТВМ .03 ИЖ 250ИТВМ Ф1 ИЖ 250ИТПМ Максимальная длина обрабатываемого изделия, мм 500 750 500 500 Максимальный диаметр обрабатываемой заготовки, мм: над станиной над суппортом 240 168 240 168 240 168 240 168 Максимальный диаметр прутка, обрабатываемого в патроне, мм 24 24 24 24 Максимальное сечение резца, мм 16х16 16х16 16х16 16х16 Конец шпинделя по ГОСТ 12593-93 4 4 4 4 Размер внутреннего конуса шпинделя Морзе 4 Морзе 4 Морзе 4 Морзе 4 Размер внутреннего конуса пиноли задней бабки Морзе 3 Морзе 3 Морзе 3 Морзе 3 Перемещение пиноли, мм 85 85 85 85 Частота вращения шпинделя, мин-1 25-2500 25-2500 25-2500 25-2500 Продольная подача, мм/об 0,001-1,8 0,001-1,8 0,001-1,8 0,001-1,8 Поперечная подача, мм/об 0,005-0,9 0,005-0,9 0,005-0,9 0,005-0,9 Шаг нарезаемой резьбы метрической, мм модульной, модули дюймовый, ниток на 1'' 0,2-48 0,2-12 24-0,5 0,2-48 0,3-12 24-0,5 0,2-48 0,2-12 24-0,5 0,2-48 0,3-12 24-0,5 Мощность привода главного движения, кВт 3 3 3 3 Класс точности по ГОСТ 8-82 Ввысокий Ввысокий Ввысокий Пповышенный Шероховатость образца изделия, мкм 0,63 0,63 0,63 Габаритные размеры, мм, не более длина ширина высота 1790 810 1400 2005 810 1400 1790 955 1580 1790 810 1400 Масса, кг, не более 1180 1040 1290 1180
Нижний Новгород(831) 244-99-00(831) 245-18-65(831) 4-144-132
ПКФ АЛЛЕСМеталлорежущие станки
Токарный станок ИЖ 250ИТВМ 01, ИЖ 250ИТВМ 03, ИЖ 250ИТВМ Ф1, ИЖ 250ИТВМ Ф3 - ООО "ПКФ "Аллес"
Комментариев нет:
Отправить комментарий